 ar
ar bg
bg hr
hr cs
cs da
da nl
nl fi
fi fr
fr de
de el
el hi
hi it
it ko
ko no
no pl
pl pt
pt ro
ro ru
ru es
es sv
sv tl
tl iw
iw id
id lv
lv lt
lt sr
sr sk
sk sl
sl uk
uk vi
vi et
et hu
hu th
th tr
tr fa
fa ms
ms hy
hy ka
ka ur
ur bn
bn mn
mn ta
ta kk
kk uz
uz ku
ku
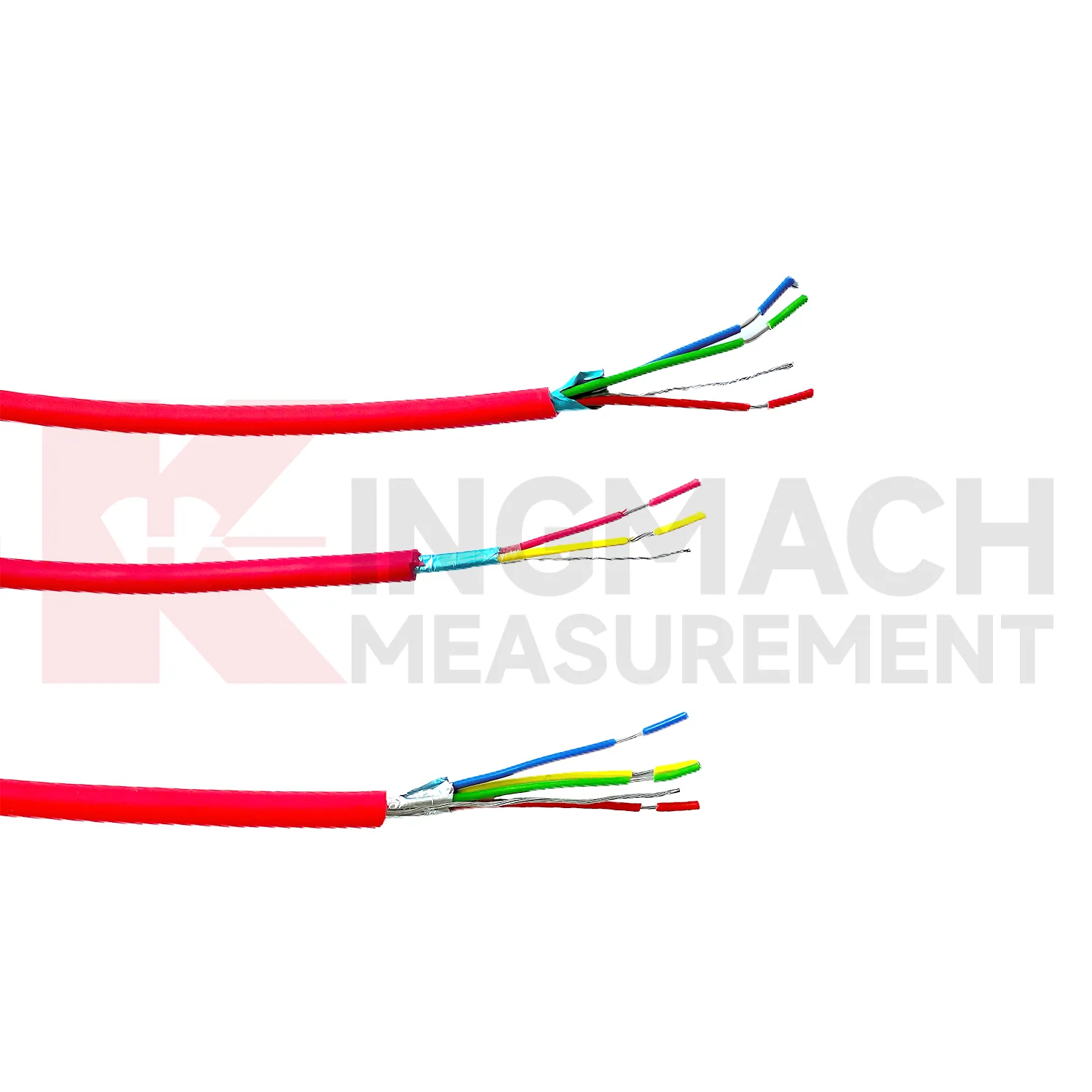
Automated Equipment Test Cable
The practical function of Kingmach Automated Equipment Test Cable is to keep signals and power paths stable between field instruments and monitoring hardware. A cable route may look minor on drawings, but it determines whether data reaches the recorder cleanly after rain, vibration, bending, interference, or routine site work. Layered shielding helps with electrical noise. Water-resistant insulation and sealing help with wet exposure. Wear resistance helps when routes pass through areas that may be handled, moved, or inspected repeatedly. The cable specification should therefore be reviewed with the same care as sensor range and recorder channel count.
Application of Automated Equipment Test Cable
Monitoring system upgrades use Kingmach Automated Equipment Test Cable when old routes must be replaced, extended, or reorganized without losing traceability. A site may add new sensors, move cabinets, change data loggers, or repair damaged lines after years of service. Multi-core shielded and hydraulic cable options allow engineers to plan new routes around channel count, wet exposure, interference, and maintenance access. During upgrade work, recording old and new cable IDs, core assignments, and first stable readings prevents future reviewers from confusing a wiring change with a structural trend.
The future of Automated Equipment Test Cable
Future use of Kingmach Automated Equipment Test Cable will be tied more closely to digital monitoring networks. As owners connect bridges, tunnels, dams, slopes, and buildings to online platforms, cable quality will remain a quiet but critical part of data trust. Wireless links may handle part of the communication path, but many field sensors still need stable power and signal routes at the measurement point. Shielded, sealed, and well-documented cables will help automated systems separate true structural events from connection noise, moisture faults, or channel interruptions.
Care & Maintenance of Automated Equipment Test Cable
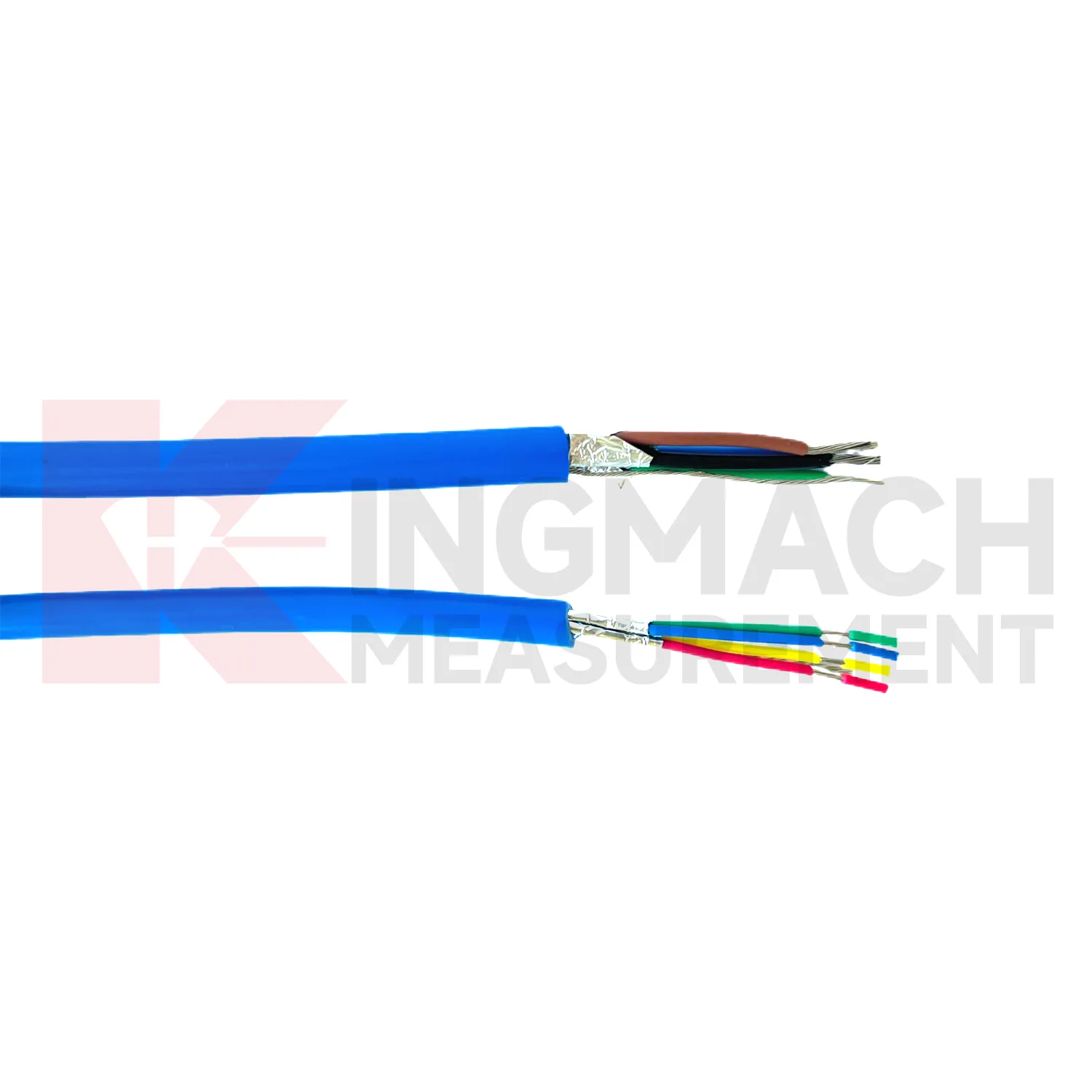
Before installing Kingmach Automated Equipment Test Cable, confirm the route, core count, cable model, wet exposure, interference sources, bending points, and cabinet entry method. JMZX-XPX is suitable when shielded signal transmission is the priority, while JMZX-XSX should be considered where hydraulic, humid, or underwater conditions add sealing and tensile demands. Do not let the final route be decided only after workers arrive on site. A short pre-installation review prevents cable shortages, wrong core use, poor conduit placement, and rushed terminations that later create unstable readings.
Kingmach Automated Equipment Test Cable
Kingmach Automated Equipment Test Cable also matter during upgrades. Many projects begin with a small number of sensors, then expand when the owner adds new monitoring points or data review requirements. Cable compatibility and route documentation make that expansion easier. If the original cable records show model, core use, spare cores, delivery length, cabinet entry, and channel names, the next team can add or replace instruments with less disruption. Instrumentation cables are therefore part of the life-cycle plan for measurement systems, not only an accessory at installation. Proper cable selection can extend equipment service life and reduce operational failure rates across the whole network.
FAQ
Q: What should be confirmed before placing an order?
A: Confirm project quantity, required core format, expected delivery length, packaging demand, payment terms, and receiving schedule.
Q: What minimum order quantity is shown?
A: The local product pages list a minimum order quantity of one piece.
Q: How is pricing handled?
A: Pricing is listed as negotiable, so the buyer should confirm quantity, model, packaging, and project delivery details with Kingmach.
Q: What delivery term appears in the local files?
A: Shipment is listed within 30 days after full payment receipt, subject to the order and project arrangement.
Q: What certifications are shown?
A: The product information lists ISO9001, ISO14001, and ISO45001 certification for Kingmach.
Reviews
Robert Taylor
The weir flow meter is well-built and delivers accurate measurements. Great value for water management applications.
Ryan Lewis
Fast delivery and excellent product quality. The accelerometers and tiltmeters are highly reliable. Strongly recommend this company.
Latest Inquiries
To protect the privacy of our buyers, only public service email domains like Gmail, Yahoo, and MSN will be displayed. Additionally, only a limited portion of the inquiry content will be shown.
Isabella***@gmail.comGermany
Hello, we are evaluating weir flow meters for a water management project. Please share accuracy deta...
Emma***@gmail.comCanada
Dear Sir/Madam, we are interested in displacement transducers and settlement sensors for a geotechni...
Related product categories
- Singlelayer Shielded Test Cable
- Multicore Shielded Test Cable
- 2core / 4core / 6core / 8core Hydrological Cable
- Corrosionresistant Hydrological Cable
- Shielded Hydrological Cable
- Multicore Hydrological Cable
- Data Transmission Cable
- Automated Equipment Test Cable
- Sensor Shielded Test Cable
- Motor Shielded Test Cable
- Signal Cables
- Test dedicated shielded wire